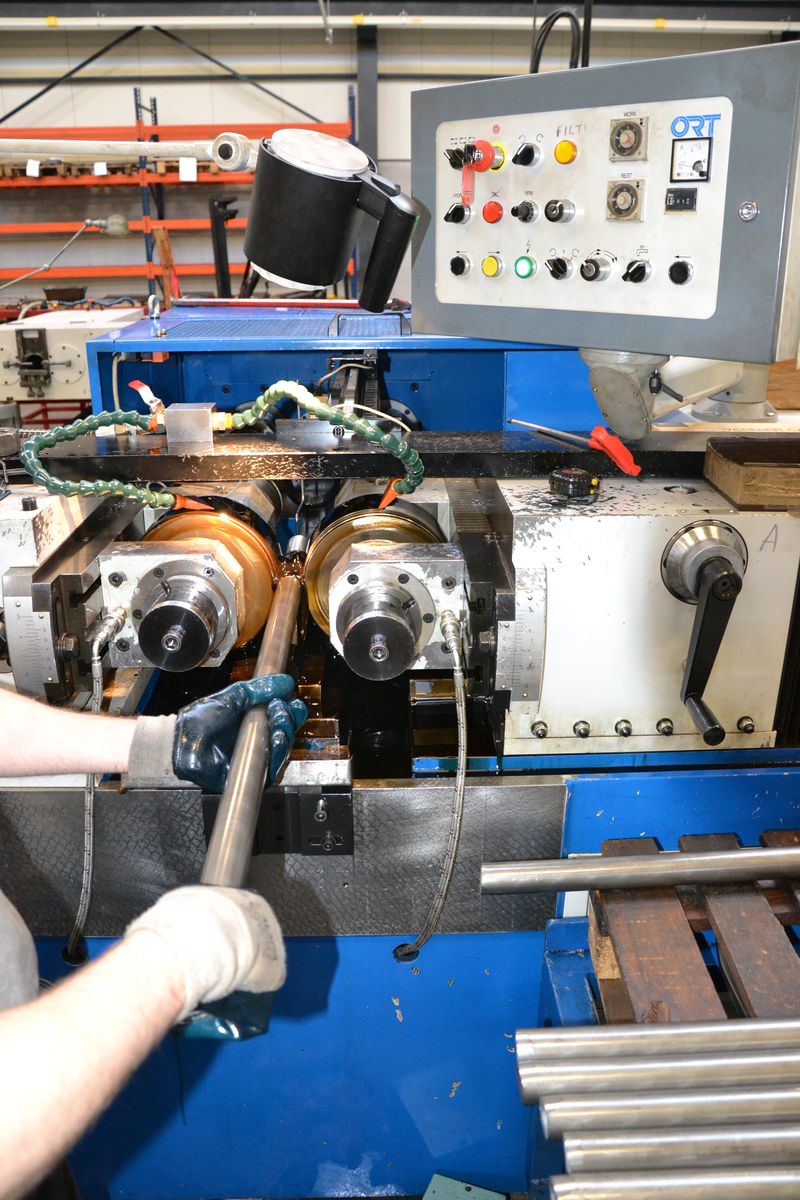
Le roulage consiste à usiner une pièce sans copeaux, par déformation (laminage) entre 2 outillages spécifiques appelés « Molettes » comportant le même profil que la pièce à usiner.
Les fibres de la matière sont déformées et non coupées jusqu’à épouser la forme des outillages.
La matière utilisée pour le roulage doit répondre à un cahier des charges spécifique :
- Dureté maxi : 130 kg/mm².
- Allongement mini : 8 %.
- Etat de surface : Ra < 0,8.
- Cote d’ébauche : à définir au cas par cas en fonction du diamètre et du pas.
Les avantages du filet roulé : Qualité – Coût – Délai
- Les fibres ne sont ni rompues, ni coupées.
- Absence totale de copeau.
- Amélioration des caractéristiques mécaniques de 30% (dureté et résistance à la rupture).
- Suppression des amorces de ruptures du fait du glaçage de la surface lors du laminage.
- Possibilité d’obtenir une longueur de filetage très grande.
- Procédé rapide.
- Besoin de moins de matière que pour réaliser un filet usiné.
- Moins de coût de transport du fait du poids inférieur.
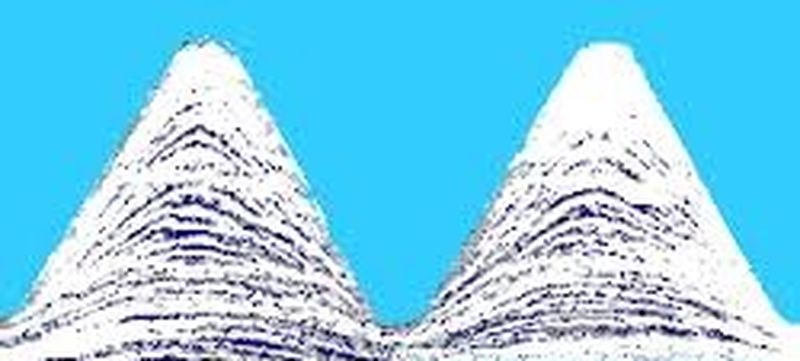
Optimisation des caractéristiques en fond de filet grâce à un écrouissage maximum (très forte zone de compression).


Vue en coupe du filet taillé : 
Schématisation du principe de roulage : 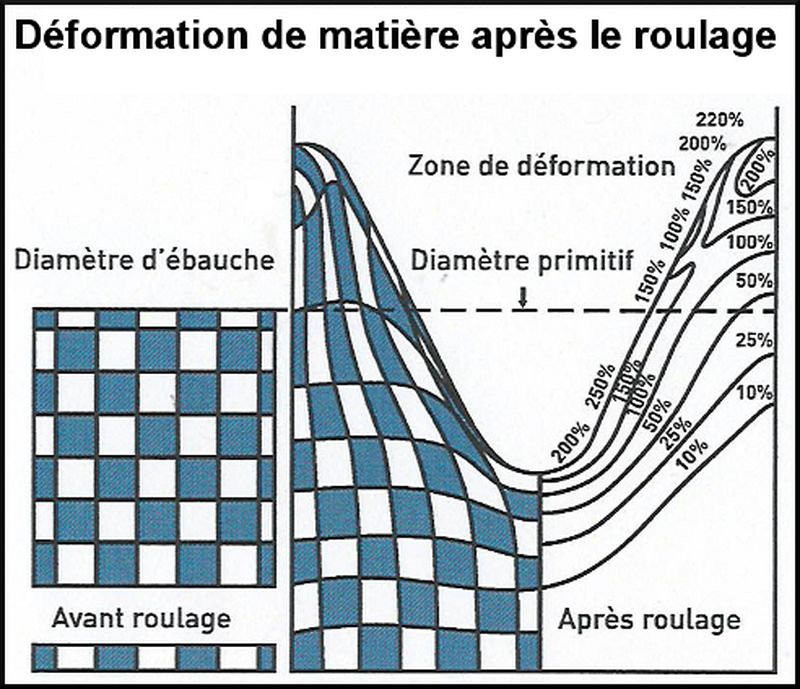
Vue en coupe du filet roulé :